SPLINTERS
Tennessee Valley Woodworkers
 Vol. 19/ Issue 9
September 2004
Editor: Tom Gillard Jr.
Vol. 19/ Issue 9
September 2004
Editor: Tom Gillard Jr. 

Meeting Notice:
The next meeting of the TN Valley Woodworkers
Will be held, September 21st at 7:00 p.m. in the
Duck River Electric Building, Dechard, TN
All interested woodworkers are invited!

The following people have agreed to serve as contacts for their particular
skills. If you have questions, suggestions for activities, or other
comments relating to these skills, please call these folks. Their
interest is to help the club better serve their area of expertise.
Your participation with them will help them achieve that goal.
Tom Cowan
967-4835 Design
Phil
Bishop 967-4626
Finishing
Tom Church 967-4460
Turning Harry
May 962-0215
Carving
Bob Reese
728-7974 Sharpening Ross
Roepke 455-9140 Jointery
Maurice Ryan 962-1555
Health and Safety
List of Club Officers
President: Ken
Gould
V. President: Barbara
Keen
Secretary: Chuck
Taylor
Treasurer: Henry
Davis
Publicity: Larry
Bowers
Webmaster: Richard
Gulley
Newsletter Editor: Tom Gillard
Jr.
Please remember, in your thoughts and prayers, all of the Military
Troops serving our country.
Calendar of Events:
Sept. 19-24: Coffee
County Fair
(click above to see features)
October 23rd: Phil Bishop Carving seminar
December 10th: TVW Christmas Party
The Coffee County Fair
is being held September 20-25. Our club will again set up in Morton Village.
Club members will man the Morton Village booth on Monday, Wednesday and
Thursday, beginning at 2pm. Friday and Saturday sessions will begin at
10am and will include the Turning Bee. Russ Willis and the guys
will be picking from 4 until 6, during the Friday session. The carvers
will also be presenting demonstrations at the booth, during some of the
sessions.
The club booth will not be open on Tuesday, since this
is the regular meeting night for our club.
Please bring items to display in our booth. Come and join the club and
have a relaxed time at the Fair.
The club contact for this event is Doyle
McConnell.
SHOW AND TELL
Bob Lowrance displayed a carving of an eagle
and flag he had made at John Campbell School. He also had a relief
carving of Pinocchio he had made for the Manchester Art display
Bill Davis brought an oak display
case, a box elder bowl and three
boxes. One was made from 4 different woods.
Jim Roy brought a nice spalted hackberry
bowl and a cherry footstool
with turned legs.
Ross Roepke had four more boxes
he had made for a charity auction. He also had a
table made from maple, mahogany and walnut. The finish was Deft.
Mary Ellen Lindsay brought the finished
caricature carving that she started during the last carving seminar.
Harry May brought a carving of three
dolphins. The wood was
Bradford pear that Ken Gould had given him.
Jim Van Cleave had four of six jewelry
boxes that he had made for cousins. They were made from cherry
and walnut. He encouraged people to bring things to show and tell.
David Whyte had a grinding station
that he had made. The inspiration came from Bob Reeses grinding
seminar.
Maurice Ryan brought and discussed a replacement hook and loop for
a random orbit sander that he had found at Lowes. They can also
be found at supergrit.com
Ken Gould had a 1920 banjo that
came from Sears that he had reworked. He had also made a
fretless banjo of the 1830-1870 period. The wood was cherry, maple,
ebony and blackwood. The hide was from a deer that his father had
killed. Geoff Roehm played it for
him.
FOR SALE
Craftsman 10 inch Radial Arm Saw with leg set and new table top.
$350.00
Henry Davis, 393-3191
Refreshments were provided
by Bob Leonard and the Bowers. Thanks!!
Making Sense of Sandpaper
Final Part
The supporting role of backings and bonds
The backing's stiffness and flatness influence the quality and speed
of the sandpaper's cut. For the most part, manufacturers choose adhesives
and backings to augment the characteristics of a particular abrasive grit.
You will have a hard time finding an aggressive abrasive mineral, for example,
on a backing suited to a smooth cut.
 The
stiffer the paper, the less the abrasive minerals will deflect while cutting.
They will cut deeper and, consequently, faster. Soft backings and bonds
will allow the abrasives to deflect more, giving light scratches and a
smooth finish. You must even consider what's behind the backing. Wrapping
the sandpaper around a block of wood will allow a faster cut than sanding
with the paper against the palm of your hand. For instance, an easy way
to speed up your orbital sander is by exchanging the soft pad for a stiff
one. The other consideration is the flatness of the backing, which has
nothing to do with its stiffness. Flat backings position the minerals on
a more even level so they cut at a more consistent depth, resulting in
fewer stray scratches and a smoother surface.
The
stiffer the paper, the less the abrasive minerals will deflect while cutting.
They will cut deeper and, consequently, faster. Soft backings and bonds
will allow the abrasives to deflect more, giving light scratches and a
smooth finish. You must even consider what's behind the backing. Wrapping
the sandpaper around a block of wood will allow a faster cut than sanding
with the paper against the palm of your hand. For instance, an easy way
to speed up your orbital sander is by exchanging the soft pad for a stiff
one. The other consideration is the flatness of the backing, which has
nothing to do with its stiffness. Flat backings position the minerals on
a more even level so they cut at a more consistent depth, resulting in
fewer stray scratches and a smoother surface.
Cloth is the stiffest but least-flat backing. It will produce the coarsest
and fastest cut. Cloth comes in two grades, a heavy X and a light J. Paper
is not as stiff as cloth but it's flatter. It comes in grades A, C,D, E
and F (lightest to heaviest). A-weight paper that has been waterproofed
is approximately equivalent to a B-weight paper, if one existed. Polyester
films, including Mylar, look and feel like plastic. They are extremely
flat and pretty stiff. They will give the most consistently even cut and
at a faster rate than paper.
The backings for hand sheets and belts are designed to flex around curves
without breaking. This is not true for sanding discs for random-orbit sanders.
They are designed to remain perfectly flat, and if used like a hand sheet,
the adhesive will crack off in large sections. This is called knife-edging
because the mineral and adhesive separated from the backing, form knife-like
edges that dig into and mark the work.

Adhesive bonds on modern sandpaper are almost exclusively urea- or
phenolic-formaldehyde resins. Both are heat-resistant, waterproof and stiff.
Hide glue is sometimes used in conjunction with a resin on paper sheets.
It is not waterproof or heat-resistant, but hide glue is cheap and very
flexible.
When this article was written, Strother Purdy was an assistant
editor of Fine Woodworking.
Photos: Strother Purdy; drawing: Tim Langenderfer
From Fine Woodworking #125, pp. 62-67
Taunton
press.com
Franklin County Library Request:
Tom McGill attended a preliminary meeting with the library and is working
on the sizes of the cabinets needed. They will be approximately 22
feet long. He will call a meeting of volunteers to decide how to
approach the project.
Wood Profile - Douglas Fir
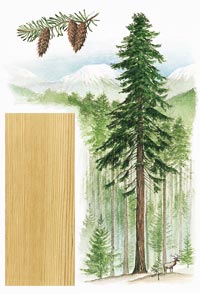
The globe-trotting he-man of American softwoods
Diaries claim that early loggers in what came to be Oregon and Washington
often felled 400'-tall trees, each containing enough high-grade lumber
to build seven houses! The lofty tree was the Douglas fir, and it still
dominates the great forests of the Pacific Northwest.
In 1827, English botanical explorer David Douglas recognized the fir's
resource potential. Hoping that the easily grown tree could adapt to his
country's reforestation efforts, he shipped seed cones from the Columbia
River basin back to the British Isles.
From that introduction, the fir found favor as fast-growing timber
first in England, then throughout western Europe. Now, even the adopted
habitats of Australia, New Zealand, and South Africa boast Douglas fir
forests.
Wood identification
In the U.S., Douglas fir (Pseudotsuga menziesii) naturally ranges from
the Mexican border north to Alaska, and from the Pacific coast east to
the Rocky Mountains. Often found in pure stands, Douglas fir can attain
an average mature height of about 300' and diameters from 10' to 17'.
On older trees, the rough bark may be 12" thick. Younger trees have
a smooth bark with frequent blisters filled with a pungent resin.
Tiny winged seeds, released from cones as large as a man's fist, quickly
germinate in sufficient sunlight. Because of this, Douglas fir quickly
takes over and reforests burned or clearcut areas.
Douglas fir's pinkish-yellow to orange-red heartwood provides a distinct
contrast in the growth rings. On flatsawed boards and rotary cut veneer,
this translates to an abrupt color change. The thin band of sapwood is
often nearly pure white.
Working properties
In comparison to its weight, Douglas fir ranks as the strongest of
all American woods. It is also stiff, stable, and relatively decay resistant.
Douglas fir's coarse texture can't easily be worked with hand tools.
And to avoid tearing grain, even power tool blades must be sharp. Yet,
the wood grips nails and screws securely, and readily accepts all types
of adhesives.
Because Douglas fir contains fewer resins than many other softwoods,
count on success with paint and clear finishes. Staining, however, becomes
a
problem due to the light-to-dark variation between growth rings that causes
uneven coloration.
Uses in woodworking
Vast quantities of Douglas fir provide dimension lumber for the construction
industry and veneers for plywood. The wood's appearance and easy-working
properties have earned it a spot in the manufacturing of windows, doors,
and moldings.
Flatsawed, Douglas fir makes attractive, serviceable cabinets and paintable
furniture. Sawn as vertical grain, Douglas fir performs well as flooring
and looks stunning as cabinetry.
Cost and availability
Found across most of the nation as common construction lumber, Douglas
fir falls in the inexpensive price range of about $1 per lineal foot. However,
sawed for vertical grain and graded for "superior finish," the cost rises
by at least three times. Douglas fir plywood in all grades is readily available.
Illustration: Steve Schindler
Photographs: Western Wood Products Assn.
See you
on the 21st.
click on the image to go to these sites
Donations to the club have been made by these companies.
Thanks,


 Vol. 19/ Issue 9
September 2004
Editor: Tom Gillard Jr.
Vol. 19/ Issue 9
September 2004
Editor: Tom Gillard Jr. {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}