SPLINTERS
Tennessee Valley Woodworkers
 Vol. 19/ Issue 8
August 2004
Editor: Tom Gillard Jr.
Vol. 19/ Issue 8
August 2004
Editor: Tom Gillard Jr. 

Meeting Notice:
The next meeting of the TN Valley Woodworkers
Will be held, August 17th at 7:00 p.m. in the
Duck River Electric Building, Dechard, TN
All interested woodworkers are invited!

The following people have agreed to serve as contacts for their particular
skills. If you have questions, suggestions for activities, or other
comments relating to these skills, please call these folks. Their
interest is to help the club better serve their area of expertise.
Your participation with them will help them achieve that goal.
Tom Cowan
967-4835 Design
Phil Bishop
967-4626 Finishing
Tom Church 967-4460
Turning Harry
May 962-0215
Carving
Bob Reese
728-7974 Sharpening Ross
Roepke 455-9140 Jointery
Maurice Ryan 962-1555
Health and Safety
List of Club Officers
President: Ken
Gould
V. President: Barbara
Keen
Secretary: Chuck
Taylor
Treasurer: Henry
Davis
Publicity: Larry
Bowers
Newsletter Editor: Tom Gillard
Jr.
Please remember, in your thoughts and prayers, all of the Military
Troops serving our country.
Calendar of Events:
Sept. 19-24: Coffee
County Fair
(click above to see features)
October 23rd: Phil Bishop Carving seminar
December 10th: TVW Christmas Party
SHOW AND TELL
Bob Lowrance had two carvings, a cowboy
cardholder and a lady dulcimer player.
They both were modifications of another carving pattern he had.
Tom Cowan had photos of his latest creation, an entertainment
center that he had designed and built for a client in Nashville.
He discussed the design and build process.
Bob Leonard had a small flag holder that he had made from an eagle that
came off a flag poll. He had fabricated a base for it from spalted
maple.
Tom Few had three
turnings. A vase from cedar firewood, a mulberry lidded box and
a purple heart bowl. These were his first turnings. I believe
he is hooked.
Ross Roepke had a carved cypress stump
bowl that he had bought at a craft show. He also had two business
card holders that he had made from a pattern in Wood magazine.
Loyd Ackerman brought two:( 1
& 2 ) segmented vessels
and a spalted maple bowl. The
process for the segmented vessels was learned at the Provo woodturning
symposium he recently attended. He invited the club to come to his
home and get maple bowl blanks that he has stored in his yard.
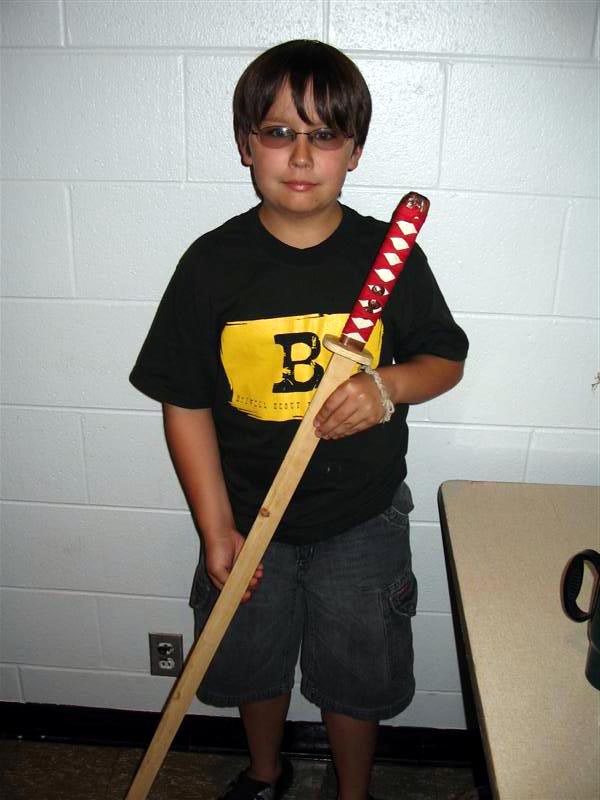
Drew Sevelle had a nice sword
that he had made. It had a very nice laminated
handle on it.
Bob Reese had a column that was
part of a scale model church building that was to be the collection box
for the church congregation.
Harry May brought a large carving of a Navaho
woman with a water jug. The carving was from cherry wood.
Newt Wright brought a segmented bowl
that he had made from end cuts of pine 2X4s. He discussed how difficult
it was to turn the end grain segments. Nice job Newt.
Break time: Thanks to Mrs. Davis and Mrs. Duncan. Photos 1
& 2
Making Sense of Sandpaper
Part 2
Sand bare wood to 180- or 220-grit -- For sanding bare wood, 180-grit
will generally give you a surface that looks and feels perfectly smooth
and is ready for a finish of some kind. Sanding the surface with a finer
grit is only necessary if you're going to use a water-based finish. These
finishes will pick up and telegraph the smallest scratches. Sanding the
wood to 220-grit or finer will prepare the surface better. However, it's
not always wise to sand to a finer grit. You will waste your time if you
can't tell the difference, and you may create problems in finishing. Maple
sanded to 400-grit will not take a pigmented stain, for example. Pigments
work by lodging themselves into nooks and crannies on the surface; without
them, they will have no place to stick.
Sand faster across the grain -- How many times have you been told never
to sand across the grain? True enough. The scratches are much more obvious,
look terrible and are hard to remove with the next finer grit. But what
holds true for planning wood is also true for sanding. You will plane and
sand faster and more easily when the direction of your cuts is between
45° and 60° to the grain, because the wood-fiber bundles offer
the least resistance to the cutting edges. Cross-grain scratches are harder
to remove simply because they are deeper.
Use a combination of cross-grain and with-grain sanding to get the smoothest
surface in the fastest manner. First make passes at 45° to 60°
to both the left and the right, making an X-pattern on the workpiece. Then,
with the same grit, sand with the grain to remove the cross-grain scratches.
Do this with each grit when belt-sanding and hand-sanding. The non-linear
sanding action of random-orbit and orbital sanders can't take advantage
of the wood's grain properties. When I use my orbital, I just sand with
the grain.
Choosing from the four abrasive minerals
Four common abrasive minerals are aluminum oxide, silicon carbide, ceramics
and garnet (see
Four abrasive minerals). Except for garnet, they are all manufactured,
designed if you will, for different cutting properties. Harder and sharper
minerals cut deeper scratches and, consequently, sand the wood faster.
But these deep scratches leave a coarse finish, whether you sand with or
across the grain.
Softer minerals within the same grit size will cut far more slowly but
leave a smoother finish. For example, if you sand a board on one side with
a 120-grit ceramic, the hardest abrasive mineral, and the other side with
120-grit garnet, the softest, you will be able to feel a distinct difference
between the surfaces. It will seem as if you sanded the two sides with
different grit sizes.
It's easy to rate each mineral's hardness and sharpness, but it's not
as simple to prescribe specific uses beyond generalizations. There are
many other factors that influence the appropriateness of a sandpaper for
a job.
Some fine points about grading scales
If you don't mind that we have two measurement systems, the U.S. Customary
(foot, gallon) and the International (meter, liter), then you won't mind
that we have three major abrasive grit-grading systems. In North America,
the Coated Abrasives Manufacturers Institute (CAMI) regulates the U.S.
Standard Scale. CAMI-graded sandpapers simply have numbers, such as 320,
printed on them. The Europeans have the P-scale, regulated by the Federation
of European Producers Association (FEPA). These abrasives are identifiable
by the letter P in front of the grit size, such as P320. Finally, to make
sure everyone is really confused, there is a totally different micron grading
system. This system is identified by the Greek letter mu, as in 30µ.
The three systems grade particle size to different tolerances but by
the same methods. From the coarsest grits up to about 220, particles are
graded through a series of wire mesh screens. The smaller grit sizes are
graded through an air- or water-flotation process that separates particles
by weight.
The chart
is helpful in comparing grits of the three grading systems, but it doesn't
tell the whole story. Abrasives on the P-scale are graded to tighter tolerances
than CAMI-graded abrasives. This means that the CAMI-scale tolerates a
wider range of grain sizes within the definition of 180-grit than the P-scale.
Tolerances are even tighter for micron grading. P-graded and micron-graded
abrasives give more consistent cuts with fewer stray scratches from outsized
minerals.
Micron-graded abrasives on polyester films are about three times as
expensive as paper products and probably not worth it for sanding wood.
I have a hard time telling the difference between wood sanded with a 100µ
finishing film abrasive and standard 120-grit sandpaper. But for polishing
a high-gloss finish, I find micron-graded abrasives make a substantial
difference.
Taunton
press.com
THIS MONTH
Our very own Barbara Keen will be presenting the program. I have
been doing stain glass and woodworking for about 12 years. I have
done the stain-glass houses and churches, small jewelry boxes, pictures,
clocks and bookends. Stain-glass and wood compliment each other and
go together well. I have stain-glass pieces hanging from Michigan to Florida
in customers houses.
Franklin County Library Request:
Tom McGill attended a preliminary meeting with the library and is working
on the sizes of the cabinets needed. They will be approximately 22
feet long. He will call a meeting of volunteers to decide how to
approach the project.
Wood Profile - Ash
The home run hardwood

On the Baltic Sea's northern shores, where ash once grew thick and
tall, ancient Scandinavians called the tree Yggdrasil. Its branches were
said to hold the gods, its trunk their path to earth, and its roots the
way to the underworld.
American Indians pounded "basket ash" to soften it for peeling into
weaving strips. Canoe paddles were made from it, as well as tomahawk handles
and spear shafts.
Today, the handles of many picks, shovels, rakes, and axes are made
of ash. It also may be the most sporting wood around, the mainstay in laminated-wood
tennis racquets, hockey sticks, and skis. Baseball bats always have been
made of ash because of its ability to absorb shock, bend without breaking,
and add heft without unwieldiness.
These uses, combined with its popularity with furniture makers, place
ash among the commercial hardwood leaders.
See you on the 17th.
click on the image to go to these sites
Donations to the club have been made by these companies.
Thanks,


 Vol. 19/ Issue 8
August 2004
Editor: Tom Gillard Jr.
Vol. 19/ Issue 8
August 2004
Editor: Tom Gillard Jr. {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}